Running coach and exercise physiologist Steve Magness of the Science of Running blog recently put up a long, thorough post explaining his thoughts about “How to Run.” One of the things I found interesting about his post was his discussion of the use of “cues” to help one improve running form. Often, as Magness admits, the cues are an exaggeration of what happens in reality, the purpose there being to get a runner to change form in the direction wanted by thinking in terms of a cue that overshoots the actual goal. As an example, here’s what Magness has to say about cues used with the goal of getting a runner to shorten their stride (to avoid overstriding – more on this below) and adopt a more midfoot/forefoot footstrike:
“Sometimes when giving cues it helps to overemphasize the point, such as telling a runner to feel like they are putting their feet down behind them when correcting foot strike. Since “normal” is incorrect, such as reaching out and heel striking in this example, sometimes over-correcting is necessary initially.”
As indicated, the basic goal of the above cue is to help a runner to avoid overstriding (see Asics advertisement photo below for a demonstration of overstriding), which is when a runner reaches out ahead of the body with the lead foot and (typically) heel strikes with an extended leg (I should point out that overstriding and heel striking are not necessarily always linked). Overstriding can lead to the generation of braking forces and deceleration of the body upon footstrike, reducing efficiency and potentially increasing risk of injury due to impact shock transmitting up the leg. While there is debate about a lot of aspects of running form, avoidance of overstriding is one thing that most people seem to agree about (though some have questioned if we even have an accurate definition of overstriding). Returning to Steve’s cue, the reality is that the runner will never “put the foot down behind them,” but consciously thinking about this cue can help the runner to land closer to their center of gravity and avoid the dreaded overstride.

The reason I started this post by talking about cues and overstriding is because one of the pieces of advice I see most frequently in descriptions of “proper” or “optimal” running form is to land with the lead foot directly under the center of gravity of the body, thus avoiding an overstriding gait. If you’re not familiar with the “center of gravity” (COG) concept, it simply refers to the average location of the mass or weight of an object. For example, if you were to try to balance a pencil perpendicularly across your extended finger, the location where you could balance it evenly without it falling off would be the center of gravity of the pencil. In a human standing vertically, the center of gravity is located somewhere along the midline of the body extending from the head through the hips (closer to the hips). If you were to lean forward, the center of gravity would move forward as well.
Advice to land directly under the center of gravity is all over the place, and it is one of the principles of popular running styles like Chi, Pose, and Newton’s natural running. For an example, watch this video featuring Danny Dreyer, founder of Chi Running:
Let me start by saying that I agree with some of what Dreyer says in this video, and my goal here is not to criticize Chi Running – a lot of people swear by it, and if it works for you, by all means keep it up. My problems are more in the details and the fact that my observations don’t match up with some of what I am hearing. Dreyer’s demonstration and description of the problems associated with overstriding and dorsiflexion of the foot make sense (I’m intrigued by the relation of foot dorsiflexion to shin splints). I’m a bit less convinced on the forward lean issue as Robert Cheruiyot won the 2010 Boston Marathon with what looks like a pretty upright posture to me (Meb looks pretty upright as well…).
Where Dreyer completely loses me is when he says to “Remember one thing…don’t ever step past your hip” and then goes on to explain that whenever he lands his foot is either “directly underneath” or “sometimes even behind” his center of mass. “I don’t want my foot to land in front of my hips, ever…” says Dreyer. What he seems to be saying is that any landing in front of the hips will introduce braking forces into the stride and reduce efficiency. If this is indeed the case, one would expect that runners who rely on having an efficient gait in order to make a living (i.e., elite racers) should never land in front of their hips as the “braking forces” generated would surely put them at a competitive disadvantage.
In my previous post on running form variability I used still images captured from high speed footage (300 fps) of the top runners in the 2010 Boston Marathon to address variability in running form (see below). Following the logic outlined above regarding landing under the center of gravity, a runner with a vertically oriented torso (like Robert Cheruiyot or Meb Keflezighi in the images below – we’ll ignore that they’re “not supposed” to do this), the goal would be to have the foot land directly under the hips. In a runner with a forward lean (like Tekeste Kebede or Ryan Hall below), the foot would land just a bit further forward, but still under the torso. (note – the apparent downward grade in the images is likely due to a tilt in the camera position given that the segment of the course where the video was taken was relatively flat – Washington St., just before turn onto Commonwealth Ave.)

In looking at the above pictures, it is quite obvious that none of the four runners are striking directly underneath the center of gravity at the moment of initial contact of the foot with the ground – all four of them are landing well in front of the hips. In an attempt to look at this further, I pulled four additional images synchronized to the moment where the entire sole of the foot comes into ground contact to support the weight of the body. On these images I drew a line from the center of the ankle joint through the knee joint, and then extended the line vertically through space to see where it fell relative to the center of gravity (see below). In all four runners, it is clear that full foot plant occurs in front of the torso and hips, and thus none of these elite runners are landing with the lead foot directly under the center of gravity. I’m well aware that some elites can use their superior physiological traits to overcome technique flaws and still perform well, but when all of the top 5 finishers (I’ve confirmed it in Deriba Merga – 3rd place – as well) at the Boston Marathon are all doing the same thing, I, for one, stop and pay attention.

So all of these elite runners from Boston seem to be breaking a seeming “cardinal rule” of proper running form – or are they? Perhaps the reality is that they are doing what we should all do, which is to land slightly in front of the center of gravity, with the lower leg (below the knee) oriented approximately vertically, and a slight bend at the knee (Kebede does appear to have a bit more of an extended knee compared to the others in the pictures above – he finished second in the 2010 Boston Marathon). Maybe the advice to land under the center of gravity has little basis in reality, and we should view it as more of a cue than a description of what we should actually be doing while running.
When it comes to this whole topic of landing under the COG, I’ll add that I have long been doubtful that landing directly under or (even moreso) behind the center of gravity is even possible (unless perhaps you are a sprinter accelerating off the blocks). It seems to me that if you were to land directly under your hips (or, better yet, behind them) with a forward lean, all you would really accomplish would be to pitch yourself face-first into the ground. Indeed, exercise scientists Ross Tucker and Jonathan Dugas from the Science of Sport blog state the following in one of their posts on running form:
“It’s probably impossible to run with a landing directly beneath your centre of mass. That would require you to be leaning so far forward, you’d probably be able to to touch the ground with your hand! So the limit to balance also limits the ability to get that landing directly underneath the hips (or wherever the centre of mass is). Also, if you chop your stride too much, then you start to compromise on the benefit of having longer legs – you effectively shorten your ‘reach’.“
Maybe I’m splitting hairs here, but I’m a very visual person and I value precision and clarity when I try to envision biomechanical principles. The idea that distance runners can actually run with a foot landing directly under the center of gravity seems more myth than reality to me, and if this is the case, advice to do this can lead to confusion in runners who don’t recognize it for what it is (i.e., a cue).
The problem here is that I have seen stick figure drawings depicting runners leaning way forward and landing with the foot under the COG (e.g., this one) – maybe I’m wrong, but this looks totally unnatural. I’ve also seen still photos purporting to show runners landing under the center of gravity that clearly seem to be captured well after the moment of foot contact with the ground. I’ve seen other stick figure diagrams and animations that purport to show runners landing directly under the COG when they are clearly not doing so (see below). If you know of a true slow motion video demonstrating someone actually landing directly under the COG, I’d love to see it.

After examining my slow-motion videos, I tend to agree with Tucker and Dugas that landing directly under the COG rarely if ever happens in practice and is in fact probably nearly impossible in a distance runner moving at a steady speed. Again, I’m not trying to criticize Chi Running, Pose, Newton or any particular coach or other advocate of a type of running form. I think that ultimately what they are all doing is trying to get people to avoid overstriding, which is a very good thing, and something I am constantly working on myself. I just think we need to be a bit clearer and more precise when describing running mechanics, because to not do so leads to confusion and a lack of clear understanding. The last thing I’d want to see is a runner go out and hurt themselves by doing something like actually trying to land behind their center of gravity.
In the end, what I take from this is that the advice to land “directly under” the center of gravity is better stated as “land slightly in front of the center of gravity,” or “slightly in front of the torso/hips” In this sense, this rule of running form is better viewed as a cue as advocated by Steve Magness to help a runner to shorten stride and avoid overstriding than it is a description of what your body is actually doing. The reality seems to be that our footstrike should occur somewhere between where it would while overstriding with an extended leg and the vertical plane defined by the COG. There will likely be variation from person to person in where and how this exactly occurs, but try thinking about it and playing with it next time you go for a run.
If, after reading this post, you are still unconvinced that runner should not try to land directly under the COG, I’ll leave you with a video and a few images for you to ponder.
First, below is a video from the work of Daniel Lieberman at Harvard University. It shows an adolescent Kenyan boy who has never worn shoes and who runs “a significant amount every day.” You’ll notice that he has a very upright torso, and lands with a forefoot strike well in front of his center of gravity (hips). Given his lack of experience with footwear, this adolescent might be a reasonable example of how the human body is meant to run in its default state.
Second, below are still images of Kenyan adolescents running in both unshod and shod conditions, again from Daniel Lieberman at Harvard University. Notice the position of the foot in front of the body just prior to landing in both cases. The unshod boy is demonstrating what appears will be a clear forefoot strike (photo appears to be just prior to the actual moment of contact).

Finally, below are two pictures showing my 6 year-old son running barefoot. He spends most of his time, by his own choice, running around and playing barefoot or in Crocs. It is virtually impossible to keep him in any form of regular shoe for any length of time. Notice his posture and foot position at landing in each of the images – relatively upright torso, foot slightly in front of the center of gravity and striking on the forefoot (at least in first picture, second is hard to tell), and lower leg perpendicular to the ground at contact. None of this was coached by me or anyone else – he’s just doing what a little boy does when he runs. I’m not a full-time barefoot running advocate (I’ve only run barefoot a handful of times myself), but I do feel that these images are instructive. I’d love to hear what you think.


Update 8/19/2010: Steve Magness from the Science of Running blog sent me an image compilation – see below – taken from high speed video captures of himself (top two images) and some of his former runners, all of whom now run in college at the Division 1 level (bottom images). Note once again the location of foot contact.

You might also like:
 A Contrast in Form: Variable Running Gaits at the 10K Mark of a Marathon/Half-Marathon
A Contrast in Form: Variable Running Gaits at the 10K Mark of a Marathon/Half-Marathon
 On Running Form, Variability in Elites, and What it Means to You (and Me)
On Running Form, Variability in Elites, and What it Means to You (and Me)
 Posterior Views of My Running Form in Vibram SeeYa LS, Merrell Flux Glove, Altra Instinct 1.5, and Saucony Ride 5
Posterior Views of My Running Form in Vibram SeeYa LS, Merrell Flux Glove, Altra Instinct 1.5, and Saucony Ride 5
 Moses Mosop Bounces on his Forefeet and Floats Through the Air to Win the Chicago Marathon!
Moses Mosop Bounces on his Forefeet and Floats Through the Air to Win the Chicago Marathon!
 New Science on Running Barefoot vs. in Low Drop Shoes: Effects on Ground Impact
New Science on Running Barefoot vs. in Low Drop Shoes: Effects on Ground Impact















Nice post, and good thought put into this.
With people starting to focus on midfoot striking these days, the one thing that I have also found problematic is the idea of not landing in front of your hips, and I’m glad you focused on this. In theory, it sounds logical (not necessarily correct, but at least logical) that you wouldn’t want to land with your foot ahead of your hip so that you would avoid any potential braking force. But reality, in the form of both elite runners and “natural” barefooters, seems to suggest that landing ahead of the hip / COG is indeed fine… and perhaps natural.
I think the key is not to land with the heel, which would potentially introduce braking forces if the leg/knee is straightened out too much. If you land mid/fore-foot, then the knee will typically be more bent to allow the body to follow through, while the hip can rotate to continue to allow the body’s forward movemet while minimizing braking.
There always seems to be a dichotomy between what is aesthetically / theoretically ideal and pleasing, and what nature and reality have to say about it. And then there’s the variation from person to person that will always make it difficult to propose that there is any one “best” way to run. You’re doing good work trying to bring up these issues, and I look forward to seeing what more you have to say in the future!
The question for me is the loading, that is, at what point is the foot fully loaded as the body passes over. This is the point where the foot could be under the body.
Harry
Harry,
Yes, and we know that peak ground reaction force does not happen instantaneously. Therefore, this implies that landing would have to be slightly in front of the COG for what you describe to happen. If you landed directly under the COG, peak ground reaction force would occur with the foot behind the COG. So what you suggest would support what I am trying to say. -Pete
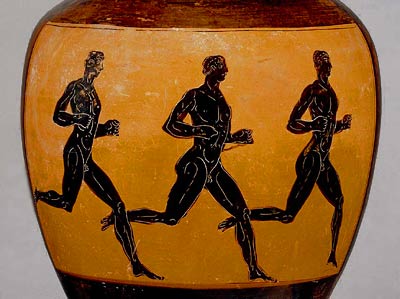
In the case of the marathon runners wearing shoes using a heal strike, remember shoes by in part are designed to support and even help in this movement. The raised heal of the shoe cause the foot to roll forward thus turning that breaking energy to a forward roll. If you take shoes away from these marathon runners and ask them to run with a heal strike you will see that the efficiency disappears and they will become injured even sooner. Secondly though the heal strike with a running shoe allows these runners to win races, in the long run something in that chain be it the andkle,shin,knee hip or back breaks to some degree. In my opinion the picture in the greek vase shows all you need to know about running. Barefoot toe strike with full extension of the other oposite hip. Without doubt running shoes can increase performance, but increased performance does not always mean better for the body. I think races should be run without footwear, afterall they dont let swimmers wear flippers.
I loved this. I have read ChiRunning and watched that very clip of Danny Dreyer and wondered how I was supposed to keep my foot from extending past my hip. This post reassured me and helped me understand.
I think the important thing is that your foot is coming back and down to meet the ground, Going by Tom Tellez this is not paw back as in bending at the knee and swinging the lower leg back but pulling the whole leg and foot back with a swing from the hips.
http://runwitharthurlydiard.bl…
Because you are bringing the leg backwards at point of ground contact breaking forces are reduced, if on the other hand yoy just left your feet t hanging infront of you and land this would cause a big breaking force
see video of Haile Gebrselassie Treadmill Run
link to youtube.com…
Hope I have explained this ok.
On Chi running [BAD SCIENCE] I know a few people who know a hell of a lot more than my about Newton’s law of Gravity and they assured me that on a flat road gravity can not be used to increase speed as in leaning forward.
But a slight lean from the ankles may improve performance see here link to running.competitor.com…
Chi Running may be bad science, but not because of falling. Otherwise Dr. Romanov, of Pose Running, would not be able to sprint on ice. Check out http://jimhaselmaier.blogspot…..
Although the video is too slow (probably 30fps) and grainy to see clearly, I see even the POSE runners landing in front of the COM in those videos on the ice.
Here: link to twitpic.com
Here: link to twitpic.com
Pete
Maybe if you define landing as initial contact. However, that is not definition used by Dr. Romanov and the Pose community.
In any case, the video was posted to demonstrate that the fall is an important component of moving forward when running, in order to counter RICKSRUNNING’s claim that is not.
link to 5min.com…
Thanks for the link – that’s another example of a video that seems to capture the still after the foot has already made contact. I agree that most weight bearing occurs with the foot under the COG, but runners tend to think in terms of footstrike, and it is still occurring out in front of the body. It’s really hard to do without true slow motion at a high frame rate, but this looks closer to the landing position to me: link to twitpic.com.
Well in front of the COG.
Pete
That evolution running video takes the still of the “bad example” while the foot is still in the air, and the still of the “good example” some time after the foot has touched down. This to make greater visual difference between the two. Good for planting mental images of what to do and not to do, but confusing to those that *really* want to understand running and be able to analyze themselves. Not everyone have a coach at hand.
Torger,
I agree 100% regarding the Evolution Running video.
Pete
Great post!
I like to define overstriding as when the lower leg is leaning forward after touchdown instead of being perpendicular. The problem is defining how far into touchdown we should look. Just taking the momement when the shoe sole first touches the ground is not really good (not yet weight-bearing), so I think the first images you have on the elite runners are taken too early for this purpose. However, it serves well to show that initial shoe contact really isn’t anyway near CoG.
Instead, one need to look at the touchdown and see when the foot is bearing significant weight. This will happen fast with a pronounced heel-strike, almost immediately, slower with a midfoot strike and slowest with forefoot.
Looking for example at Ryan Hall, he matches perfectly I think the definition that when significant weight-bearing the lower leg is perpendicular. Some of the other runners may be overstriding slightly (according to my definition), which is quite common even among elites at the marathon distance.
Also note in the slomo movie of the kenyan boy how the leg (and therefore the foot) is swinging backwards before touchdown, such that the foot is standing still relatively to the ground at touchdown, which also is important.
My experience is that looking for that perpendicular lower leg is a key that guarantees that many other properties of the stride is good – the leg will be bent, the relative speed compared to the ground will be near zero, the touchdown will not be too far ahead of the CoG.
I think one can safely say that the linked Chi Running video is really *horrible* when it comes to explaining how running really works, it is just plain wrong in so many ways. It may however work as planting a mental image of running that helps you to avoid overstride – since running cues are as said in your post generally exaggerations to help you steer your movements in a certain direction.
I do understand why many people gets confused by Chi though, since there’s no differing between cues and how actual running should look.
I split my time between totally barefoot and Vibrams if the terrain is beyond my abilities. I have also put ample time into both POSE and Chi Running, and I will say that for someone making the transition to less footwear and looking for help in shortening their stride they both are good resources. That said, one thing that I always thought they should have added to their descriptions is that the foot should land “as close to the center of gravity AS POSSIBLE.” I’ve gleaned what I could from both the POSE and Chi camps but ultimately discovered that I was faster, more efficient, and a lot more fun to use them as launching pads to run how my body tells me to run. I personally land right in front of my hips as many of the pictures here display.
Great post Pete. You bring up some well thought out and excellent points.
I’d have to agree. For what it’s worth, in my coaching I focus on where the foot strikes in relation to the knee. If it’s under the knee, or close, then it’s good for me. If I’m doing a full analysis, I usually just draw a line from the knee down to the ankle to see if it’s in alignment.
Another important thing which you alluded to here, is that there are no absolutes. It’s never going to be perfect.
A couple years ago I took a look at the angle between the lower leg and a perpendicular line to the ground that went straight through the knee on elite runners. This gave me an idea of how far out in front of the knee the foot was landing. For the most part all of the elites fell into the category of 2-5deg angle, so really small, but only a few were 0deg and directly under the knee and a few were larger. Non-elites on average tended to have much larger angles in the area of 10-13deg.
What I got from this is that as long as we’re in the ballpark, we’re good.
This is a great post, Pete! I would also like to add that Matt Fitzgerald is a proponent of the proprioceptive cues to help improve running form and economy. He has a whole chapter devoted to them in “Brain Training for Runners” (which, BTW, is the book that got me started on the minimalist running approach before “Born to Run” was even published.)
From a physics perspective, I think the center-of-gravity strike is dubious. The foot has to go from zero loading, to maximal loading. You can only generate propulsion due to friction of the foot on the ground. If you really waited until the foot was beneath COG, you then have to waste time loading the foot to achieve propulsion (so maximal loading would occur some distance past COG). If instead, you strike some amount in front, the foot can be more loaded, and ready for maximum propulsion once it passes COG.
There is an interplay of two competing goals: 1) strike under COG to avoid braking and 2) maximize work (integral force over distance) which requires friction to the ground, which means get the foot as loaded as possible as long as possible.
Since those two work against each other, there is some optimal (probably slightly different for each body geometry and muscle/tendon condition) in between two extremes.
Excelent post. Fully agree with your comments. Your research helps me a lot and is a source of informations for my own blog in Portuguese.
Best regards,
Sergio Melo (from Brazil)
corredorfeliz.blogspot.com
Excelent post. Fully agree with your comments. Your research helps me a lot and is a source of informations for my own blog in Portuguese.
Best regards,
Sergio Melo (from Brazil)
corredorfeliz.blogspot.com
Awesome post! Great analysis.
Great analysis. I’m 51 and been a runner for 38 years. Never knew all of this info when I was in college through late 20s and alot faster than I am today. I have followed most of the new research on form and the landing under the COG never made sense to me. What does appear to be consistent with the elite Boston Marathoners is the angle of the knee on the trailing leg and height/angle of that foot. They all look like the same person with respect to that – even their calf muscles flex the same. Maybe this is really the key to their efficiency and therefore, faster times.
I’ve just beb watching the championschips in Zurich on TV and given that some thought too. It seems to me that the angle of the angle of the knee of the trailing leg is dependent on speed. If you watch sprinters, they almost kick their own behind, while distance runners have less of an angle. Runners also decrease the angle as they slow down after te race.
Pictures can be deceiving. It may seem like a runner is about to land in front of his center of gravity, while in fact his forward motion would result in a landing close to under the hip. Of course, some runners do in fact land ahead of their hips (i.e., your son).
This has already been said, but from a physics perspective a CoG landing is deal because it utilizes gravity as much as possible. I’m not sure what the biomechanics are behind this, though.
You may also notice that the elite of the elite do in fact land under their center of gravity.
link to youtube.com… Usain Bolt
link to youtube.com… Bernard Lagat among other runners
Watching them run in real-time, it seems like they’re landing ahead of their CoG. In slow motion, however, you realize that they are landing under their CoG.
Ian,
I see both Lagat and Bolt landing in front of the COG in those videos.
Furthermore, my Boston still photos are frame grabs from high quality slow
motion video filmed at 300 frames per second, so they capture the exact
moment of foot contact as accurately as anything you will see on-line. I
think weight bearing probably occurs under the hip, but landing is out in
front.
Pete
Yes, Pete you are correct. It is weight over CoG.
How do you use gravity? You use it to “load the spring”, that is bend the joints in the ankle, knee, hip to stretch muscles and tendons, and this loading is used to produce force in the pushoff, this is the stretch-shortening cycle. If you land too close to the CoG or even behind it (which is possible in sprinting), you will get poor loading and not be able to produce enough force in pushoff.
So you should not land directly under the CoG, but instead a “suitable amount” ahead of it. How large “suitable” is probably varies somewhat from individual factors.
If you look at the videos you attached frame by frame you see that they land in front of their CoG, if you measure to the center of the heel, it is about 4 inches for Usain Bolt. Not a huge amount of course, but large enough to “load the spring” efficiently.
It depends how you run. Some people do not push-off but rather lift the leg up. If your definition of push-off encompasses that then please clarify.
But I do admit that you are correct in that landing does occur ahead of the CoG.
Very interesting. Again, I think it’s mistake to assume that elite distance runner necessarily have good technique.
Do you consider the instant of foot contact with the ground to be the landing? Because I’ve always thought of the landing as the point at which the body is no longer descending (similar to what Hhollines describes below). For the purposes of discussing this point, I think it would very helpful to precisely define what is meant by landing.
I view landing as the location of initial contact, and I suspect that most
runners would define this the same way. What you are describing occurs during support phase of the gait cycle in the stance leg. I don’t dispute that the foot should be under to COG at or near the moment when peak ground reaction force occurs – you can see this clearly in Daniel Lieberman’s videos. If you watch that video of Danny Dreyer, he pretty clearly states that the foot should never go in front of the hip.
Pete
I don’t take anything Danny Dreyer says very seriously. However, if you view landing as initial contact, then I think that there is some some inconsistency between how you define landing and how Dr. Romanov defines landing. I have asked Dr. Romanov about this in the past, and he told me that the initial contact of the foot and the landing are not same thing.
I just think it is important to make sure everyone is talking about the same thing. When it comes to the meaning of “landing”, then it appears that this is not the case.
On the Pose website they talk about “landing” on the ball of the foot. Taken
directly from Pose-Tech: “What is the proper foot position on landing? On
the ball of your foot with the body weight centered over it.” I would
imagine very few people reading this would assume that he means what you
suggest. I’d read this to mean that you should put the foot down on the ball
right under the COG. If Pose advocates having the foot under the COG at
maximum weight-bearing rather than at contact, why not just say this instead
of apparently redefining common usage of a word like “landing”?
Pete
Just a thought:
Is it even possible to NOT have the foot under the COG during “maximal weight bearing”?
Steve,
I’m wondering the same thing. And in order for that to happen the foot
needs to contact the ground in front of the COG.
Pete
Sent from my iPod
You are probably right. I’ll have to ask for further clarification from Dr. Romanov. I may have misinterpreted what he was telling me.
I’m sorry if I’m becoming a pain, but on further thought, I’m still not convinced we are talking about the same thing, because many people stop descending, prior to their foot getting fully loaded under the COG. They make contact, break (stopping their decent), and then role over their foot. So I don’t think I was clear in my original comments.
Ken,
No problem at all – I think we’re all just trying to wrap our heads
around a complex topic. The more viewpoints the better. Ultimately, I
think most of us agree on the basic principles here, my goal is that
we have a reasonably understandable description of what we agree upon.
I hope that makes sense :)
Pete
On Thursday, August 19, 2010, Disqus
Great post, Pete. Lot’s to consider here…
One factor worth noting that hasn’t been mentioned extensively is how ‘optimal’ changes as weight rises among runners. The elites shown in most of the footage here have very low BMIs (common in high-level endurance runners), so, even if they are ‘breaking’ a bit when they overstride and/or heel-strike, the forces at work on their vulnerable areas are simply not as great as they are for heavier runners. In fact, most of these fellows likely check in somewhere in the 140-160 lb range, so they, in effect, can ‘get away’ with lots more heel striking, overstriding, etc than a runner who is 25-30 pound heavier without suffering undue injury.
In my experience, the 185-200+ lb runner (which is the range I fall in), is the one who, usually, must be VERY conscious about overstriding, heel-striking, and using poor form over long distances. When I first started running, injury/discomfort was a very common occurance for me. I tried every recommended shoe, stretch, and excercise with zero success at eliminating injury… until I learned to land forefoot and under or close to my center of gravity. Once I reduced the forces at work on my vulnerable areas (knee, shin, hip, etc), the inuries subsided and have never returned. Perhaps my case is merely anecdotal, but I have talked to a lot of other heavier runners who notice the same when they rigidly monitor the factors surrounding their landing.
Great site!!
Reagrds,
Blake
Blake,
Excellent points. I think that ultimately the key piece of advice is to not
overstride, and all of these technique methods are getting at that in one
way or the other. I’m just advocating a bit more clarity in the descriptions
of how to accomplish that.
Pete
This is a great article! I found this pic of Emil Zatopek that seem to indicate that he did land under his hips. I thought you might find this interesting.
link to google.com…
Looks to me like that image was taken well after initial foot contact – it’s
very hard to observe the exact moment landings in still images due to the
precision of timing needed. Slow motion video is the way to go.
Pete
Pete, as a runner who is constantly trying to hone his form and has read a huge amount on the subject over recent years, I have also been troubled by the issue of footstrike as it relates to COG. After converting to a forefoot strike, taking Chi Running classes and working on striking underneath my hips, I have come to the conclusion that landing slightly in front is what seems the most natural and efficient. What I think is really interesting about all of these photos, though, is that the foot lines up vertically with the front of the head in most of them. Perhaps we’re wrongly assuming that the hips or the COG? Maybe we should be looking at the position of the head?
The center of mass is a definable property – essentially the “average”
location of the weight of the body, and is located in the vicinity of the
hips if standing upright with arms to the sides. Exact location will vary
from person to person based on individual body structure and position. There
is some variation in foot placement relative to head position, so it’s hard
to say for sure regarding that relationship.
Pete
Nice observations and article, Peter.
I adopted some of what is taught in ChiRunning when working on my form, but I found some of it (including this particular instruction) not to work well when running at higher speeds. For a light jog or slow run, you can almost manage a foot strike directly under COG, assuming you are “leaning from the ankles,” but I realized that no matter how hard I tried to accomplish this at higher speeds, there was simply no way. As gait transitions from an efficient distance run to a sprint, it is necessary to reach with the quads to avoid leaving your face on the pavement, absolutely.
I got a lot of out of ChiRunning, but it’s implicit assumption that foot strike location relative to COG, can and should be consistent at the full range of running speeds is clearly erroneous in my experience. Another key aspect of ChiRunning is steady cadence of around 180 spm. Try to run 12-14 mph at that cadence by simply leaning forward harder (as ChiRunning teaching), and you will quickly find that you need to reach forward with your quads to achieve and maintain speed.
When you say higher speeds I assume you don’t mean sprinting gait, which is different than running gait. If we’re still talking about running gait and you’re in “gear 4” from CR terminology you will certainly have to land ahead of COM but you won’t necessarily have to load until you’re COM is over at midstance. The knees down, heels up cueing is particularly helpful to prevent overuse from hip flexors in gear 4.
At constant velocity and on a flat surface the only forces your foot has to transmit to the ground are a vertical force to keep you from falling down and a small forward force to counteract air drag. These forces produce a torque unless they act directly through your center of mass. In order for you to not fall down the sum of the torques must be 0.
Let’s start with the big force, the vertical one. This is a little complicated because the magnitude of this force changes over time as the foot lands and takes off. It starts off at 0 as the foot lands, then increases to more than your weight as you decelerate your body from its bobbing down (because you bob up and down as you run). This force then starts to make you bob up and as you take off the forces decrease back to zero at the point your foot leaves the ground. If you average all of those forces over time you can think of them as a single average vertical force applied somewhere between where your foot landed and where it took off relative to your center of mass.
What should be obvious from that is that if your foot lands directly under your center of mass then the average force is behind your center of mass and there is a torque that will cause you to fall forward. So your intuition and that of other commenters is confirmed by physics. The reality is that, more or less, where your foot lands and where it takes off have to be roughly the same distance in front of and in back off your center of mass. So, the longer your stride, the further forward your foot will have to land. Of course, no one really thinks about this because your body automatically does what it needs to do to keep you from falling over.
The horizontal force will be small and will tend to make you fall over backward. It can easily be counteracted by a small forward lean. It could also be counteracted by moving the point where your foot lands slightly more forward of your center of mass than what it would otherwise have to be.
I think the net of this is that the runners with an upright body position will need for their foot to land slightly further forward than those with a slight forward lean. Based on that, I’d think that a slight forward lean should be more efficient that an upright body position because it will allow the foot to land slightly further back which should be a slightly softer landing. However, I doubt that the distance is significant compared to other aspects of the gait.
What must be happening when people try to bring their landing back is that they have to compensate by taking off sooner which shortens their stride. This fits with the recommendation I’ve read to favor a short, compact stride and a fast foot turnover. However, the foot must land in front of your center of mass unless you want to fall over.
Allan,
Thanks for the explanation – you saved me a trip to the Physics
Department upstairs!
Pete
Sent from my iPod
Pete, I think it would be cool if you could create pictures like you had for location of foot strike for takeoff so you could compare distance in front and behind CoM for each runner. I think that could give some interesting insight into what is going on with each runner.
And, of course, I’d be interested to see all of this compared to a runner with poor form :0 I’m guessing you’d see some pretty pronounced differences. But what I find most striking about these slow motion videos is how the body has to rapidly decelerate and stop the foot before it lands. I think that that is one of the key things about their strides.
Allan,
One step ahead of you! I made a compilation at the moment of toe off
for the same four guys and sent it to Steve. He used it in his recent
post on hip extension – check it out here:
http://www.scienceofrunning.co….
I’d love to hear what you think. As for bad form, perhaps I can post
the video of myself from mile 20 of the Manchester Marathon – I was in
pretty rough shape.
Pete
On Thursday, August 19, 2010, Disqus
Overall a great physics lesson/analysis. Thanks, was very helpful.
One minor issue is that while the distance of landing in front of the CoG and take off behind the CoG is coordinated, almost every runner will have significantly greater distance between takeoff and their CoG then between landing and their CoG.
I just ran some quick calculations and using the toe as the constant measuring point, at landing my toe was 51cm in front of my hips/roughly my CoG. At take off my toe was 64cm behind my hips/CoG.
I’d have to go back and look at the force plots on the Harvard site, but I’m guessing that this is because the vertical forces are lower as the stride progresses or that they reduce over a greater distance. I think that you you took one of those force time plots and put a vertical line at the point when the center of pressure of the foot is exactly under the center of mass then the area under the curve on each side should be approximately equal. I guess another thing to consider is where the center of pressure of the foot is throughout the stride because that is where the force is effectively applied.
Interesting physics lesson. Two points:
1. This analysis does not explain how a unicyclist moves forward.
– A unicyclist leans first, then pedals to keep up with their forward fall … while staying in balance. Pedal too little, fall forward. Pedal too much, come up straight and stop or eventually fall backward.
– A unicyclist has a single point of contact with the ground. When leaning the contact point is slightly behind the COM. There is no “landing” forward of the COM.
– Note also that the unicyclist’s COM does not bounce or “fall” vertically, yet they still move forward.
I will suggest that running/walking can be similar to the unicyclist if you can stay balanced and relaxed, both physically and mentally.
2. This analysis does not consider what the upper body and hips can do to help maintain balance in a forward lean.
– If the arm swing (elbows) is to the rear, this will help maintain balance as the posture line is forward. This will also allow you to lean more (… more speed). If the elbow comes forward of the ribs then you will likely a) be pulled too far forward out of balance and/or b) also reach forward with the opposite leg.
– If hip extension exists to the rear, that can also help maintain balance forward.
For balance, when something goes forward (posture line), something needs to go back. The more balance you have in a slight forward lean, the more you can keep your feet landing under your COM.
And of course, there is more than one way to run based on objective.
David.
I think that the forces at the hips are much more interesting for the topic of running efficiency. There are two things that you can control that will greatly affect the size of those forces. The first is the horizontal velocity of your foot when it lands and the other is the length of your stride.
In my previous comment I’m assuming that your foot’s forward velocity has stopped before hitting the ground. If it hasn’t then it is still moving forward and there will be a sudden horizontal braking force as your foot impacts the ground and stops. If your knee is flexed at all then your quads have to exert a counteracting force. The braking force will slow you down and it will also cause a torque rotating you forward. I think that this braking torque will have to be counteracted by your hip flexors which will have to work harder to accelerate and counteract the braking force. Note, this really has nothing to do with where your foot strikes. That is determined by what I previously described. I don’t think that this will necessarily make your foot strike have to be further forward because your hip flexors will wind up creating an equal and opposite torque to keep you from slowing down.
Your slow motion videos show this very clearly with the elite runners. I think the common feature they all exhibit is that their foot has stopped moving forward as it lands. When that is the case, it doesn’t matter as much if they heel strike slightly. A heel strike doesn’t necessarily imply a braking force. The braking force is caused by the fact that the foot hasn’t stopped yet.
The other factor is stride length. If you are standing straight up with your foot directly under your hip joint and your hip directly under your center of mass, then your hip flexors don’t have to exert any forces to balance you. However as your foot moves forward or back from your hip your hip flexor has to do work to counteract the resulting torque. The magnitude of this force relative to hip angle is very non linear and is quite small for small angles but it increases rapidly past a certain point. What does this mean? It means that the longer your stride is the more work your hip flexors are having to do just to counteract gravity which is a quite strong force. So, this is yet another argument for a compact, short stride.
Out of all of this I think that the focus on where the foot lands relative to the center of mass is a distraction. What is more important is to land lightly with the foot already stopped and to keep the leg turnover high and the stride as short as possible. This has the possibility to dramatically decrease the forces exerted by the hip flexors which are relatively small, weak muscles and thereby increase running efficiency and endurance.
So, don’t run like the guy at the gym who sounds like he is trying to pound the treadmill through the ground and first increase your speed by increasing your leg turnover and then by increasing your stride length.
I know that this is a simplification of the forces and torques involved. But I think it illustrates the key points.
Pete ,
Great post but one important thing to consider in all this is the point of peak ground reactive forces in the gait cycle. For the barefooter this is a nice bell curve where there is initial touch(yes in front) but the peak impact/load force (which is mostly to sustain weight bearing in single leg stance) occurs when the the foot is directly under the hips in a verticle line from shoulder-hip- sustantaculm tali of rearfoot….and yes a gentle lean.
In a heel striker there is an initial sharp spike where the vector of force is sharp, large, and in a vector originating in front of the Center of Mass.
so its not where the initial impact is that matters…it is the peak force and the direction of the vector.
I do a lot of barefoot running and minimal shoe running and my foot does land in front to communicate and feel the ground…kind of sensing….before actually fully loading and springing.
For a full document on this go to our website under footwear education
http://www.trtreads.org
we are the first store selling only minimal and flat shoes
Mark Cucuzzella MD
Mark,
I agree with you 100% – full weight bearing should occur when the foot
is under the COG and Liberman’s videos with the force tracings more or
less show this. The point I’m making is that we so often hear that we
should “land directly under the COG,” or as Dreyer puts it, never put
the foot down in front of the hips, but this is not what happens in
reality. We land out front a bit, then bear weight when the body
passes over the COG as you describe. My goal was to try and clarify
this here.
Pete
On Thursday, August 19, 2010, Disqus
Can someone with more physics than me demonstrate why peak ground reaction force (presumably measured as vertical vector) must occur at the moment when the foot (well, the centre of the part of the foot in contact with the ground) is right under the COG? It makes intuitive sense to me but intuitions can be wrong!
Andy,
Check out this post by Steve Magness on landing under the COG:
http://www.scienceofrunning.co….
I think it will help with your question.
Pete
On Monday, September 20, 2010, Disqus
Great post. I have been tinkering with my running form on the treadmill over last several weeks after reading your blog and Science of Sport. i am a pronounced heel striker, and generally dont believe I could ever be a barefoot running convert. At any rate, one thing I have tried to do is shorten my stride, increase foot turnover and be steady.
One thing I have noticed is exactly what you said: I have to run more upright. I run next to a mirror on a treadmill so I can really see what I feel.
Another thing: how does forward momentum affect one’s center of gravity? I understand the pencil analogy for a body at rest, but wouldn’t forward momentum change the gravitational midpoint? To my untrained brain, that momentum must affect the balance point.
Great post! Another topic that IMHO needs clarification is the misconception that “gravity” can be used as a force to help people “fall forward” when running in a flat surface.
Here is part of what I wrote on a running thread a while back, please correct me if I am wrong:
“Gravity will not push you horizontally (forward nor backwards), only
vertically (downwards). We cannot convert a vertical force into a
horizontal force by “leaning forward”. Gravitational force between us and the earth either accelerates us toward the center of the earth or pins us down against its surface if the ground is level. If we are pinned down the result is a force equal to your weight.
Now, if the ground is sloped, the vertical force will have a
horizontal acceleration component. We will then either accelerate
towards the bottom of the slope or brake against the ground by
friction or by being pinned horizontally by another element such as
wind, water, a tree, a wall, whatever….
The most significant way we accelerate ourselves horizontally while
running is by applying a horizontal force between our feet and the
ground by means of friction, that is the push off. We can also
accelerate if we are being pushed by an external force such as wind.”
Best regards,
Luis
Totally agree with your stance on chi running, but using elite runners as the basis to disprove it is flawed. Elite runners aren’t most runners and the comparison is akin to me trying to fix my jump shot by watching tape of Michael Jordan. Ain’t going to work!
And I’m sure it’s not gravity that chi running is really talking about, but momentum.
That’s why I included video and images of the Kenyan kids and my son.
If elites and humans whose mechanics haven’t been screwed up by years
of wearing restrictive footwear are doing the same thing, then it’s
something worth paying attention to. I have tons of video of regular
recreational runners doing the same thing as well.
Pete
Excellent post. In my own experiments with barefoot running, I found that I naturally land a little in front of my hips. I thought I was doing it wrong! I kept struggling to get my foot under my COG, but it never felt natural. When running in Nike Free Runs, I thought that I was finally landing under COG, it felt like it, but pictures proved otherwise. So I finally gave up trying to land under COG, and just went with what felt the most natural and comfortable. I am still landing forefoot/midfoot, but just a little ahead of my hips. Your explanation that trying to land more under COG is more of a cue than an actual, literal description of what to do makes total sense. Thanks for such a well written article, as usual!
Good post, and from the various videos it seems obvious to me that landing (if we define that as first contact) occurs in front of the COM. How much in front would depend on running speed — if one runs on the spot, one lands under the COM; if one jogs slowly, slightly ahead; if one runs at 3:00/km, much more ahead. If one is running slowly it might feel like the landing is under the COM when in fact it’s ahead. This goes to Steve M’s latest post — the difference between cues and what’s actually happening. I like Steve M’s point about looking for a landing which is vertically under the knee.
Peter,
Nice blog and post. Great resources here as always.
To add to your point:
“I just think we need to be a bit clearer and more precise when describing running mechanics, because to not do so leads to confusion and a lack of clear understanding.”
I think … we need to be a bit clearer on the running objective (context) when we talk about running technique. Is the objective in this moment outright speed or is it top aerobic speed or is it the highest level of efficiency (irrespective of speed)? And how does that objective in this moment relate to the individual and their current fitness level?
In nature, it is very simple. “Form follows function [or objective]”. It is not the other way around or “Form ignores objective”. And it is also not “Form follows somebody’s objective (and form).”
The objectives of ChiRunning and the objectives of elites are not likely the same. Similar maybe, but not the same. One is more about efficiency and preventing injury with speed as a (optional) by-product; the other is more about speed while being efficient and reducing the risk of injury.
For example in nature, take your dog Jack. Watch Jack chase a squirrel vs. running along side you. Different technique? I think so. When Jack wants to run for speed, there is more reaching and more muscle. When Jack wants to run at less than HIS outright speed, there is less and less reaching and muscle. Does Jack run with his speed form often? Not likely. He knows better.
Thanks again for the great information here. My point is that information without context also creates confusion.
David.
My point in this post was not to advocate that people emulate elites when
they run. It is for that reason that I also included video of an unshod
Kenyan boy, and my 6yo son (I could have included myself too). I simply used
these images to demonstrate my point about landing location.
My point in this post is that advice to land “directly under the center of
gravity” is a cue and does not happen in reality. I fully realize that exact
location of footstrike will vary slightly, but I could include images of
hundreds of non-elite runners here as well that I have looked at in my
videos to show the same thing. I have no problem with this cue as it helps
to get people to shorten stride, I just think it’s important to recognize it
for what it is.
With regard to my dog, when he chases a squirrel at a sprint, his gait
changes from a trot to a gallop, which is a wholesale change in gait, not
simply more reaching and muscle. Details of human gait surely change as we
speed up, but the dog transition is more like us changing from a walk to a
run than from running slow to running fast.
Pete
Interesting perspective.
In an “experiment of one”, I think all information is simply a ‘cue’. Information is only labeled right or wrong or a rule for someone else when the ego attempts to make it so. Right or wrong for who, under what context, with what risk factors?
I agree with you that most runners land in front of their COM. I don’t follow the conclusion.
Usually an academic/scientific analysis focuses on one variable and attempts to keep as many of the other variables constant. Then a conclusion *might* be reached within a stated context. This analysis appears to focus on one variable (landing point) and does not consider other variables (loading point, cadence, tension, objective, individual, history, uphill, downhill, etc., etc., etc.); nor does it consider whether those under study are actually trying to land under their COM with a ‘cue’.
So I am not sure what the conclusion could be except that most runners land in front of their COM.
If it is true that a high percentage (~~65-80%) of all runners get injured every year, then what most runners do is the first place I would look for *potential* stress/impact risk factors that can result in injury. Another example of this would be a recent analysis that concluded about 75% of all NYC Marathoners ran with a heel strike.
I am not disagreeing with the observation, I just don’t follow the implied conclusion or basis for a new “rule of running form” for all runners in all contexts.
I guess we’ll have to disagree then. This has nothing to do with “ego,” but
rather stems from the fact that I have yet to see convincing video of any
runner landing directly under the center of gravity. I have watched the
video of Nicholas Romanov running on ice mentioned above in the comments –
he lands in front of the center of gravity. I have even gone frame by frame
through slow motion videos of Danny Dreyer demonstrating proper form from
the ChiRunning DVD – guess what, he lands in front of his center of gravity.
I’d be happy to send you frame captures if you’d like.
Quite frankly, I’d be quite happy to see evidence to the contrary – I have
no stake in this argument other than scientific curiosity. I have long heard
the advice to land “directly under the enter of gravity,” but after a lot of
stride work this year have discovered that I can’t do it. That’s why I
started looking for evidence that people can, and when I couldn’t find any,
I wrote this post. I’d be fascinated to actually see a runner doing
something that I personally don’t think is possible. However, when everybody
I look at is landing in front of the center of mass, including the
developers of two running styles that advocate not doing so (Chi and POSE),
my conclusion is that it’s not likely happening in practice in runners
moving at a steady speed.
The difference between this and your footstrike example is that I have seen
almost every possible variant of footstrike firsthand. While I have seen
variation in how close the foot touches down relative to the COG (Danny
Dreyer lands close, but definitely in front of his in the video I have), I
have yet to see anyone landing directly under the COG (unless perhaps
accelerating rapidly from a standstill).
I’ll also add that I have watched your Chi Running fundamentals video, and
in it you point to East African runners and children as examples of good
form, yet after I posted images of both East African runners and children
landing in front of the COG, you criticize the use of elites in discussions
of running form and seemingly ignore the fact that I included images of
children.
You might be interested to check out this post by Steve Magness on this
topic:
http://www.scienceofrunning.co…
Pete
I to am not an advocate of barefoot running, but for some who start that way it does show the way to run. Getting back the sense of feeling in the feet does help to get you running on the forefoot rather than the heel.
This leads me to my old adage of everyone is an individual and must learn to run in a fashion that is best for them. Not all runners are elite and most can be trained to run with a form that will not injure them.
Pete – Greetings. In line with your photo showing a naturally barefoot child’s stride mechanics I thought that you’d like to click through to the many photo links found on this LetsRun.com message thread: link to letsrun.com…
Mark,
That is simply amazing – thanks so much for the link.
Pete
Interesting post. In a blog post regarding running shoes found here
http://www.scienceofrunning.co…
Steve Magness stated: “Looking at elite athletes, when racing and training, they generally have higher turnover, minimal ground contact time, and a foot strike that is under their center of gravity.”
So Steve used to think elites had a foot strike under their center of gravity but has obviously shifted his thinking.
Yes, I believe he has. Steve and I have talked about this a bit, and he
actually put a post up about it:
http://www.scienceofrunning.co…
.
Pete
Great blog, very informative thank you. I am new to running and after an injury from heel striking I have changed my technique to forefoot striking and it feels so much better. Shelley
Pete,
This is a great post and interesting discussion. I’ve been running on and off for the last 15 years, but have never been coached or studied “form” until now.
Looking at the pictures of the Kenyan boy and of your son combined with reading other point of views on here and other forums brings me to the following question:
Is technique for kick-back and recovery more important than the foot-strike in relation to COG for speed and efficiency?
When comparing the picture of the Kenyan with your son (and also the images of the Div 1 runners), I see significant more length in stride and the top of the heel is high and in line with with the hips just before forward recovery vs the image of your son whose heel is below the bend in his knee.
This may be an elementary question, but your thoughts would be helpful for my curiosity and learning.
Thanks,
Shayne
I should summarize my thought . . .
Elite runners are putting their force and energy in the kick-back and efficient forward stride recovery, thus they don’t land true to form at COG.
-Shayne
Shayne – I suspect kick back (are you referring to the foot coming up
behind the butt?) is going to vary a lot with speed – guessing my son
is running a lot slower than the Kenyan. Basically, my feeling is that
propulsion comes mainly from extending the hip and allowing the leg to
extend out behind the body. However, footstrike is also important as a
heel strike way out front can lead to braking forces and inefficiency
in the stride. The goal would be to have the foot land roughly under a
slightly bent knee, hopefully just as the foot has started to swing
backward. The center of gravity then passes over the foot as the hip
extends to push the body forward. It’s hard to point to one part of
stride as being more important than another since it is a fluid and
integrated motion.
Pete
Thanks Pete – great post
You are right – everyone is different and some people have been “taught” an unnatural style.
I’m only speaking for myself, but when I ditched the shoes, it taught me just how many bad habits I had picked up. When you run barefoot, notice how your toes spread out sideways as they take your full weight, something they can’t do in shoes!
I think you are also right – your heel wants to “feel” the ground, so if you wear padded soles on running shoes, then your heel will strike harder and harder in an attempt to feel the ground through all of that padding.
Of course running barefoot is no picnic – I have shredded one toe so I’m off for a recovery period, but back on the road soon (through the snow and ice in UK)
Hugo
Great stuff. I’m still not perfectly convinced. Check this out:
link to youtube.com…
Thanks for this. I’ve been saying the same thing for years. Drives me totally bonkers to see nationally renowned sources like Romanov and Dreyer completely mess this up and preach physical impossibilities, then see these parroted by their followers.
Nobody will be able to show you a video of a runner at constant speed landing under COG because it does not exist. One does not even need to study elite runners to know why; simply the physics of bipedal motion demand that the foot strike be ahead of COG to avoid levering into the ground face first, as you mentioned also. The whole use gravity to propel oneself is also complete nonsense. Have these people not even a rudimentary grasp of the laws of motion?
If people tell us to land under COG as a cue they should say it as such. Otherwise they undermine themselves by falsely representing proper movement.
Romanov doesn’t mess it up, nor does he preach physical impossibilities. He allows for loading the biomechanical spring by touching the foot to the ground within a certain range of the mid stance, or Pose— within a about a frame of video taping at 24fps. He says to release the ground in about the same amount of time.
Dryer is way off the mark, plus he heel strikes when he runs.
I’ve seen video of Michael Johnson and Haile Gebrselassie getting in and out of the running Pose all within a single frame. That’s pretty close to landing directly beneath the GCM.
Good article. very comprehensive! It helps to work on “dropping” that foot underneath you and “opening” up the hip to “leave it behind you”
For readers who want to know more about how better form can
help improve their running, this video series will help you.
Running Form Video Series>>>> http://www.TransFORM-Your-Runn…